




The field of supply chain management has witnessed a remarkable transformation in recent years, with the integration of machine learning (ML) technologies. Machine learning, a subset of artificial intelligence, has enabled businesses to revolutionize their supply chain operations, enhancing efficiency, reducing costs, and improving customer satisfaction. In this article, we will explore the applications of machine learning in supply chain optimization and the profound impact it has on modern logistics.
Understanding the Supply Chain
Before delving into the applications of machine learning, it’s crucial to grasp the intricacies of the supply chain. A typical supply chain encompasses multiple stages, from raw material procurement to production, distribution, and ultimately, delivering the final product to the customer. The goal is to streamline these processes, minimize costs, reduce lead times, and maximize profitability.
Machine Learning in Forecasting
One of the most significant contributions of machine learning to supply chain management is in demand forecasting. Accurate demand forecasts are the backbone of efficient supply chain operations. Machine learning models can analyze historical sales data, market trends, and various external factors to make precise predictions. Unlike traditional forecasting methods, ML models adapt and learn from new data, continuously improving their accuracy over time.
Inventory Management
Effective inventory management is vital for reducing holding costs and preventing stockouts or overstock situations. Machine learning algorithms optimize inventory levels by considering variables such as demand volatility, lead times, and production capacities. These algorithms ensure that a company maintains just the right amount of inventory to meet customer demand while minimizing storage costs.
Route Optimization
Logistics play a pivotal role in the supply chain. ML algorithms can optimize delivery routes, taking into account factors like traffic patterns, weather conditions, and vehicle capacity. This not only reduces transportation costs but also ensures timely deliveries, thereby improving customer satisfaction.
Supplier Relationship Management
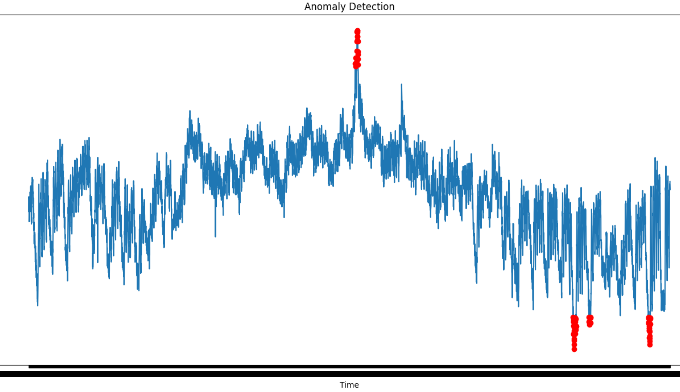
Machine learning can assist in managing supplier relationships by analyzing supplier performance data. It can identify patterns and anomalies, helping companies make informed decisions about supplier selection, renegotiating contracts, or finding alternative suppliers when necessary.
Quality Control
Maintaining product quality is essential in any supply chain. Machine learning can be applied to quality control processes, such as detecting defects in manufacturing or identifying damaged goods during transportation. These technologies improve overall product quality and reduce waste.
Risk Management
Supply chain disruptions, such as natural disasters, geopolitical events, or unexpected changes in demand, can have a severe impact on operations. Machine learning models can analyse data from various sources to assess and predict potential risks. This allows companies to develop contingency plans and respond proactively to mitigate the impact of disruptions.
Real-time Visibility
Real-time visibility into the supply chain is crucial for making informed decisions. Machine learning can integrate data from various sources, such as sensors, GPS, and IoT devices, to provide real-time insights into inventory levels, transportation status, and production progress. This enables companies to respond quickly to changing conditions and optimize their operations on the fly.
Machine learning has become a game-changer in the world of supply chain management. Its ability to process vast amounts of data, make accurate predictions, and adapt to changing circumstances makes it an invaluable tool for optimizing supply chain operations. Companies that embrace machine learning in their logistics and supply chain processes are likely to enjoy cost savings, improved customer satisfaction, and a competitive edge in the marketplace.
As technology continues to advance, we can expect even more innovative applications of machine learning in the supply chain, further transforming the way businesses manage their operations.







{kind=link}
Leave a comment